

| 技術 | 常見注塑成型不良原因分析及解決對策 | |
|
發布時間:2019/5/28 17:07:50 點擊次數:1370
技術 | 常見注塑成型不良原因分析及解決對策
做塑膠,需要補充一些塑膠模具方面的知識,現小編跟大家分享一下塑膠注塑缺陷原因分析與對策
一、毛邊問題
不良現象:當我們看到如下圖邊緣有飛邊,不要急于下結論; 解決對策:可從如下三方面去分析: 1:鎖模力過小;2:模具間隙過大;3:分析成型條件:溫度,壓力,時間,速度,計量; 二、應力痕
應力痕是由于原始設計的組件中存有厚度有明顯變化的地方,造成塑件成品產生有變形的應力痕跡缺陷。通常應力痕在塑件成品背面會較明顯。
解決對策: 1:結構設計時注意肉厚一致性,不能有肉厚突變; 2:模具加強冷卻,比如增加水路;
三、凹痕/縮痕
不良現象:凹痕是指在塑膠肉厚之處如肋部,筋條,內鑲件區域在塑件局部表面上形成的凹陷。肉厚厚的區域在冷卻時沒有得到足夠的塑料補償而產生的現象。 解決對策: 1:可以在膠厚之處進行減膠處理,減少縮水風險; 2:適當加大保壓補縮; 3:加強水路冷卻。
四、熔接線
不良現象:熔接線是熔膠在充填過程中,因為兩個以上方向的流動波前所相匯集所產生,熔接線影響外觀問題,嚴重時會導致結構件強度問題。
解決對策:1:變更澆口位置 2:漸變壁厚 3:針閥澆口順序控制
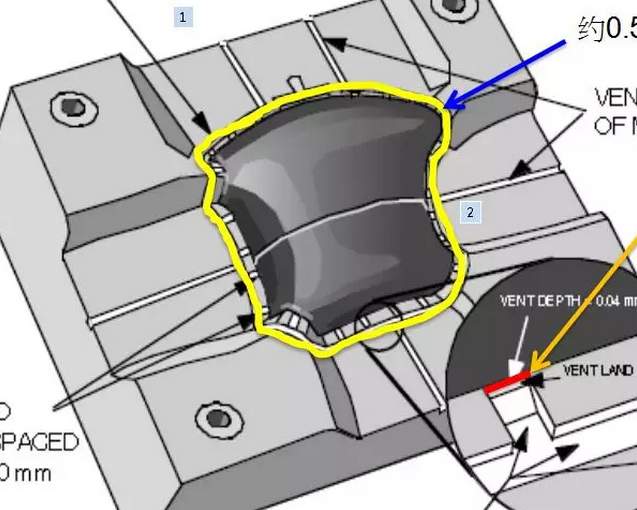
五、燒焦
不良現象:如下右圖有注塑燒焦不良,注塑困氣導致; 解決對策:在分模面上加開排氣,位置如下圖
六、流痕
不良現象:流痕是塑件在澆口附近的表面產生水波狀的瑕疵。此缺陷通常發生在澆口設置于模穴中間而發生 解決對策:可以通過模流分析模擬注塑成型,選擇最佳的流道,并修改射壓曲線來解決流動紋的問題
七、短射
不良現象:短射是由于完成生產過程后,熔膠仍然無法將模穴完全填滿,造成最后塑件成品外型有缺陷的現象。短射最容易發生在厚度較薄的區域或是流動末端。 解決對策: 1:結構設計注意肉厚控制,建議最薄肉厚不少于0.5mm; 2:更換射出量較大的注塑機臺; 3:增加螺桿前進時間。 八、澆口印
不良現象:出現在潛澆口或牛角澆口背面,進澆口處剪切率較大引起 解決對策:在不影響裝配的前提下,在進膠口出加一個膠口凸包,凸起膠厚約0.2厚度。
以上為常見注塑不良分析,作為工程師處理注塑不良問題時,一般以望,聞,問,切四步曲,由表及里綜合分析,抓到主因后才能采取行之有效的解決措施
推薦閱讀:
|
|
|
|
英文EN

服務熱線:
137-7631-9563